Amethyst AUV Knowledgebase
3D printing of water proof objects for underwater applications
As general discussion about watertightness of 3D printed objects still continue, here I gonna try to summarize my piece of information I collected and got by try/mistake process of creating 3D printed AUV. Of course, I will combine my experience with knowledge of others, obtained from internet, discussions with people from 3D printing industry and other makers I met and who are dealing with same challenges. Guess, this article will stay open for long to be constantly updated.
Here come quick disclaimer of terminology we will use in this article first:
PRESSURE
As depth increases, the water pressure increases by around 0.1 bar per meter. At a depth of 5 meters, this so-called hydrostatic pressure is equivalent to 0.5 kilograms of load per square centimeter of surface. The deeper the object is to descend, the more difficult it is to develop seals and design objects that can withstand the high pressure.
CRITICAL PARTS
Parts which must be 100% watertight. Parts which are accommodating electronics or covering wires under voltage. Amethyst has two critical sections for this moment. Dry compartment sealing caps and battery pack container.
NON CRITICAL PARTS
Parts which are not accommodating anything which should be kept out of water or moisture. For Amethyst this are typically main hull parts.
Print material
PLA filament can´t be used for serious underwater applications without adjusting print settings. If printed objects are predetermined to last in water long periods of time, using of common settings produce poor results. PLA objects tends to soak water and after some time changing buoyancy this way. No critical parts should be produced from PLA filament without post processing as varnishing or epoxying is.
PET material is watertight by its nature (as we know water bottles are produced from PET). It may not be 100% watertight when objects are produced with 3D printing technology. Usual print settings must be adjusted. Post processing for critical parts is recommended anyway. PET has better filling performance and objects from this filament are more durable and stable than from PLA. Critical parts should be printed with PET type filaments.
Printing with resin printers
According to the latest research, resin releases substances in to the water which are toxic for some if not for most marine life.
Print settings
You should be able adjust all settings mentioned down bellow on any slicer you use. Slic3r, Cura, Repetier... etc. You might encounter advices to use more exotic slicers claiming they produce better results for underwater applications printing. It might work, no problem with that, but my goal is to do the job with wide spread / popular tools. I use Slic3r.
EXTRUSION
Extrusion is most important part of settings for us. In 3D printing for waterborne apps main challenge is to properly join the layers between each other without tinny gaps that usually arise using standard print settings. So idea is to extrude more filament in one moment to better overlap previous layer. Extrusion of filament can be increased by 5-10% then. It might produce slightly uglier print, but generally more safe. Even basic calibration of extrusion to standard / right setup will improve output significantly. Note that any other settings will not help if the extrusion is not set at least correctly.
Before increase of extrusion definitely check this article: https://help.prusa3d.com/article/d9j1xdg7vj-extrusion-multiplier-calibration

Here you can see 105% (1.05) extrusion setting. Experiment with percentages up to 110% (1.1) to find value best suit your printer. For example, my Prusa printer produce best output with 110% of extrusion.
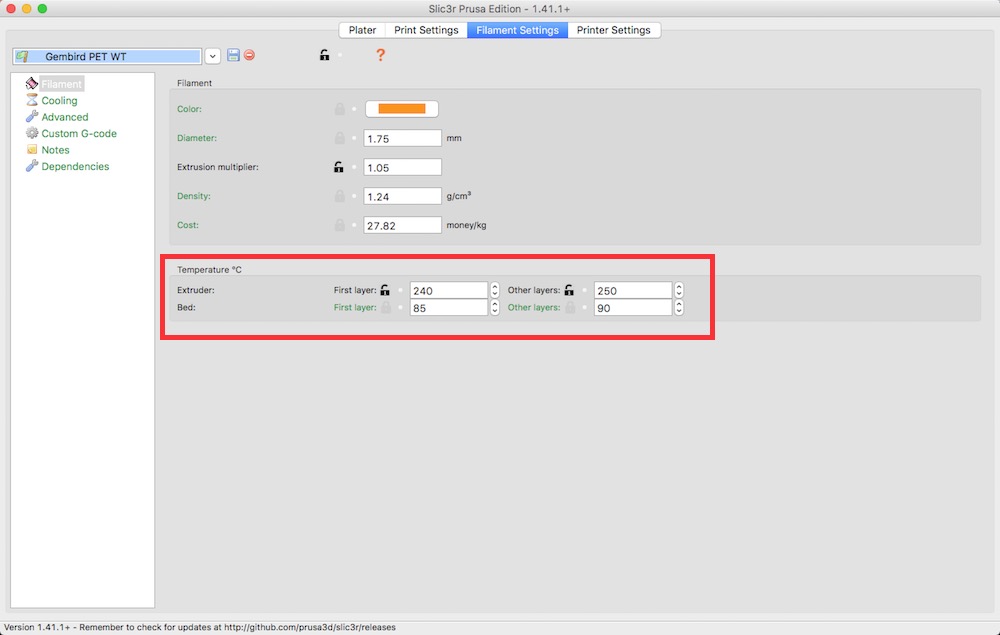
TEMPERATURE
Temperature is second most important factor for production of proper watertight 3D printed objects. For all filaments is generally good to stay in higher temperature limit of their specific temperature ranges. It gonna melt layers better together and in combination with adjusted extrusion this will produce much more solid surface without gaps. As we all know, each producer of filaments have its own specifications which are slightly differ from other brands. Check them and follow them.
INFILL
Infill for critical parts should be no less than 40%. It has no direct impact for watertightness but make part rugged and then more water safe. 100% infill, which mean solid object in final is recommended for critical parts as battery packs and sealing caps of dry compartment. To produce parts for deeper applications use of 100% infill will keep you on safer (remember: still not completely safe) side even for ordinary (non critical) hull parts.

Z-AXIS SETTINGS
Has impact on watertightness as well. Correct first layer is must as base for every print. Check this article, just from pictures you will get why its important: https://help.prusa3d.com/article/ZhBlGFD9Ah-live-adjust-z
PERIMETERS AND FIRST/LAST LAYERS
Is important to have outer shell of the part with at least 2, better 3 perimeters (wall thickness). Bottom and top of the part should has 4-6 solid layers, sealing caps and battery pack covers could has even more.

PRINT QUALITY
Print quality detail is important - higher detail of print mean better joining of layers and then better watertightness. For critical parts use no greater layer diameter than 0.15. Some instructions I saw online telling opposite of this. Argue that ticker layer equal less layer joints in the object and then smaller percentage of potential leaks. Anyway, according my experience better quality giving better performance.

Post processing
VARNISHING
Parts could be finished by coating them with varnish or paint. Be careful, casual varnishes are usually not tough enough to withstand greater pressure of deeper water. To rely just on varnishing is not good approach to solve the challenge. Ordinary varnish can only improve performance.
EPOXYING
Is good to apply epoxy glue layer on critical pars as sealing caps and covers of battery packs. Epoxy is tough, salt water resistant solution. It will definitely support correctly printed parts to withstand more water depth pressure.
Testing
Before any serious usage of critical parts, there must be test. Basic one is to fill the part with water and check for leakages. Remember, water under pressure represents fare more force than when you just fill the part with water. Field test - parts without electronics - must be executed to find the maximum depth that your setup is capable to dive in safe.
Warranty
Finding best setups for 3D printing sea water borne parts is constant process for me. I am continue collecting all available information about materials, settings and printing techniques to get best possible, watertight and great pressure safe output. All provided settings for each part of Amethyst AUV are believed as best for this moment, but they are still without any warranty. I appreciate any experience anyone could share with me and encouraging you to challenge any piece of information provided here in this article and at Beobachtung site.
Sources
Gehäuse aus dem 3D-Drucker | Make: magazine 2/2019 - paid online version
Extrusion multiplier calibration | prusa3d.com - online article
The first layer calibration | prusa3d.com - online article
3D Printing: Make Water Tight and Air Tight Containers | instructables.com - here
This documentation book is released under the CC-NC-SA 4.0 License.